


Technical News
August 9, 2024
by


Product & Supplier News
August 11, 2023
by
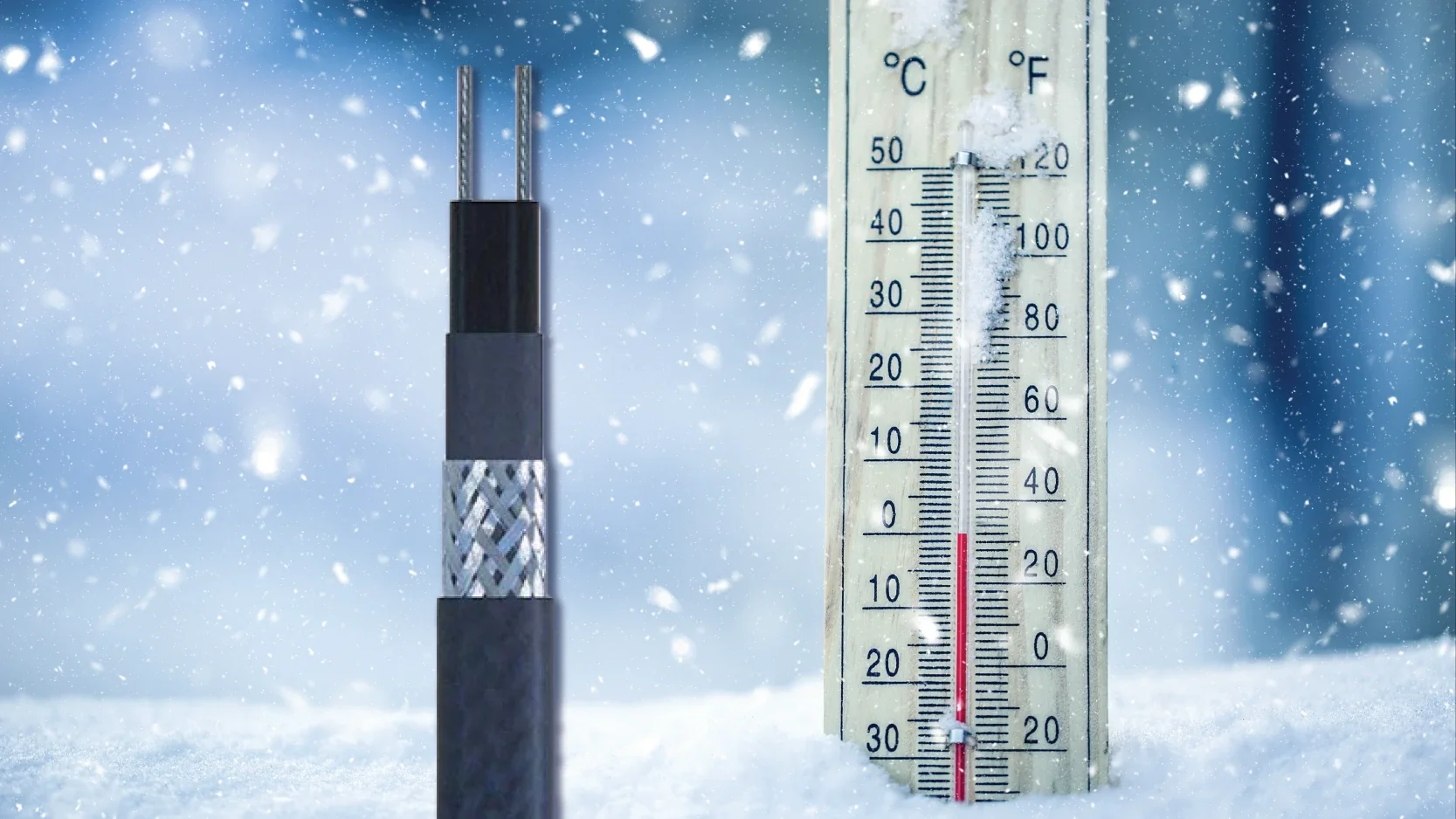
Introducing Drexan Heat Trace Cables


Company News
April 19, 2023

Company News
December 19, 2022
















Product & Supplier News
August 25, 2017


Product & Supplier News
November 21, 2016

Product & Supplier News
November 8, 2016


Product & Supplier News
April 5, 2016






